広域平面ミリング法を用いた30 mmφ加工とカーテン効果低減の両立
IB2025-01
はじめに
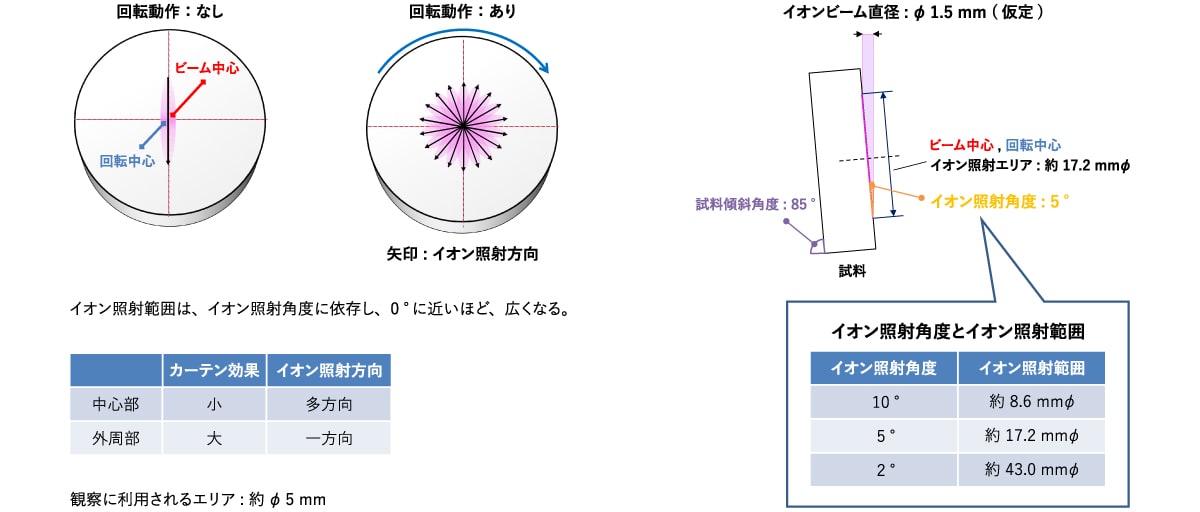
平面ミリング法は試料を連続的に回転させながら、入射角度を調整したArイオンビームを照射し、試料をスパッタリングする方法である。主に機械研磨で鏡面研磨済み試料の仕上げ加工として、SEM観察やEBSD分析で有効活用されている。機械研磨法の加工範囲は10 mmφ以上に対して、従来の平面ミリング法のスパッタリング範囲は約5 mmφであることから、スパッタリング範囲拡張の要望が増してきている。スパッタリング範囲拡張に対しては下記の技術的な課題があり、今回、これらの課題を解決する新たな手法の検討を行った。
課題1:イオン照射範囲の外周部が一方向からのイオン照射となり、加工スジが発生し、平坦な加工面を広範囲で得られない。
課題2:試料材質や結晶方位によりエッチングレート差が生じ、イオン照射面に凹凸が発生する。
1.平面ミリング法と広域平面ミリング法
【平面ミリング法(従来手法)のイオン照射方向と範囲】
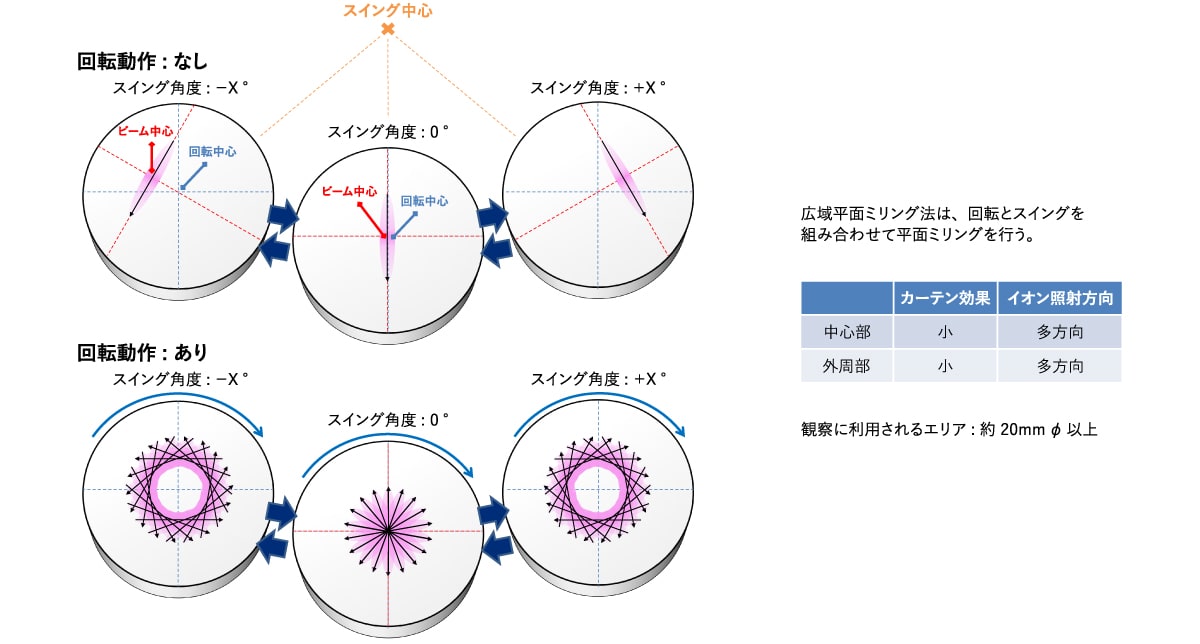
【広域平面ミリング法(新手法)のイオン照射方向と範囲】
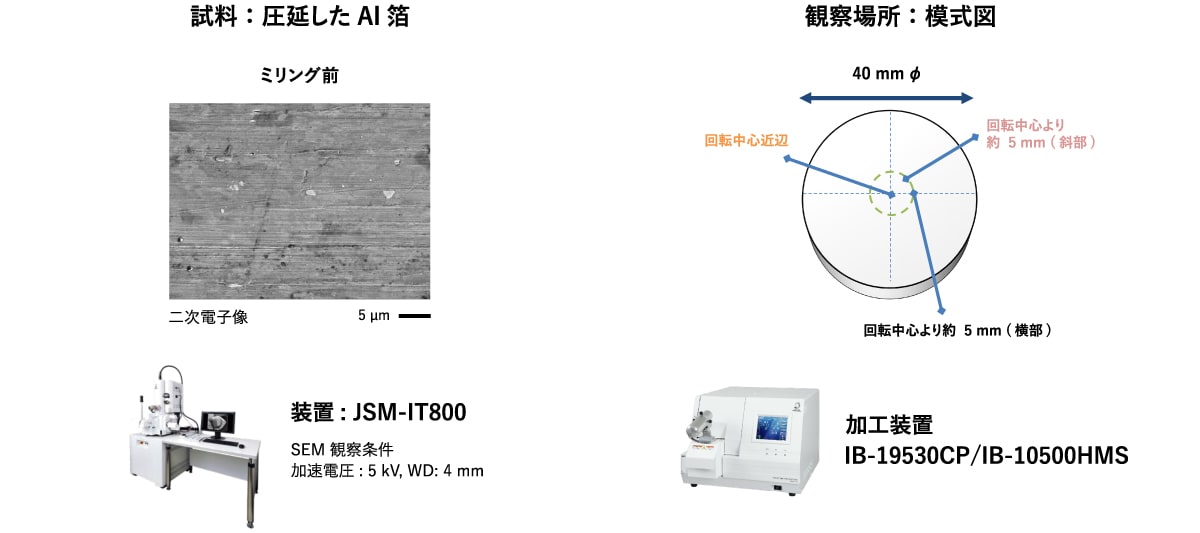
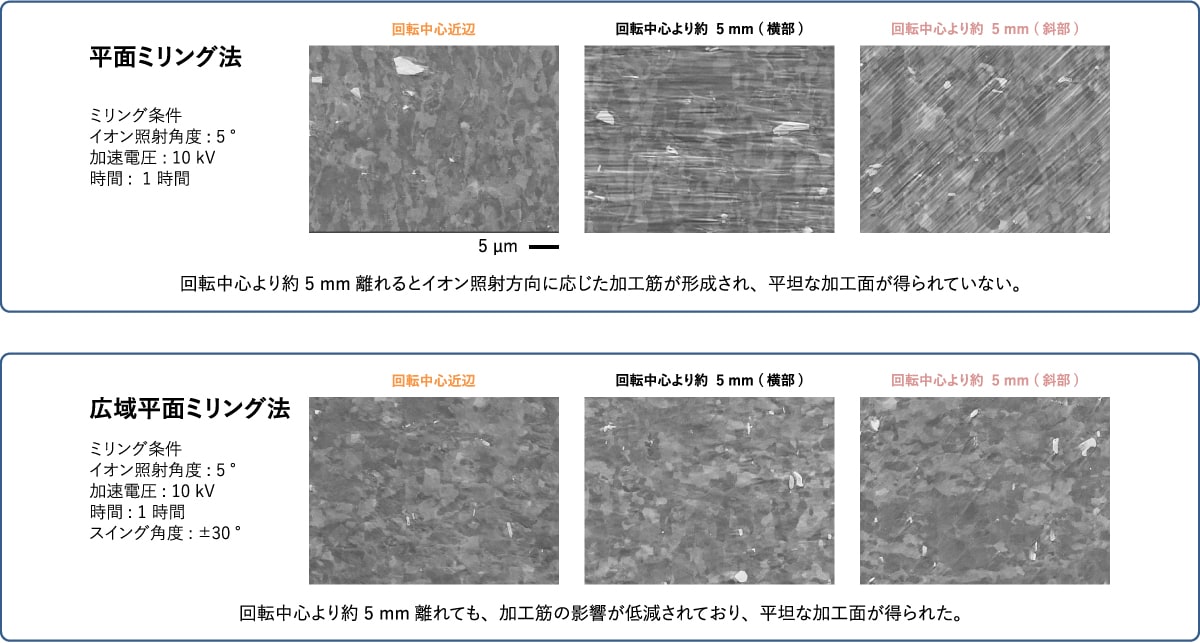
2.平面ミリング法と広域平面ミリング法の比較
3.イオン照射角度による広域平面ミリング法の比較
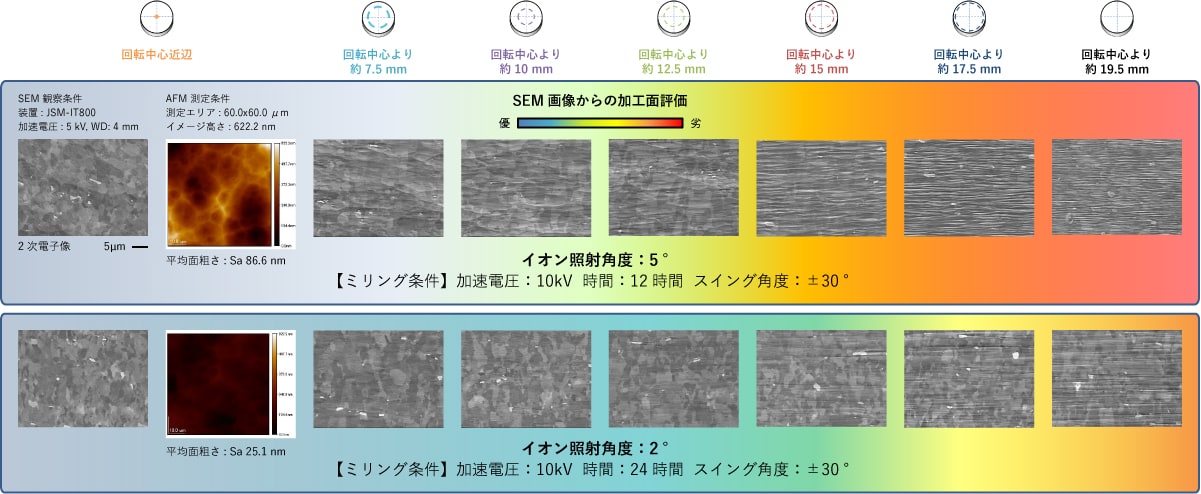
加工範囲の評価 ①イオン照射角度5 °は、中心より12.5 mm以上から、一方向の加工筋の影響が大きくなった。 ②イオン照射角度2 °は、中心より19.5 mm以上から、一方向の加工筋の影響が大きくなった。
加工面の評価(AFM評価) ①イオン照射角度5 °: 平均面粗さが86.6 nm ②イオン照射角度2 °: 平均面粗さが25.1 nm
イオン入射角度を浅くすることで、加工範囲が広くなり、かつミリングによる凹凸を低減できた。
4.応用例 –サビやすく研磨の困難な試料への適応事例-
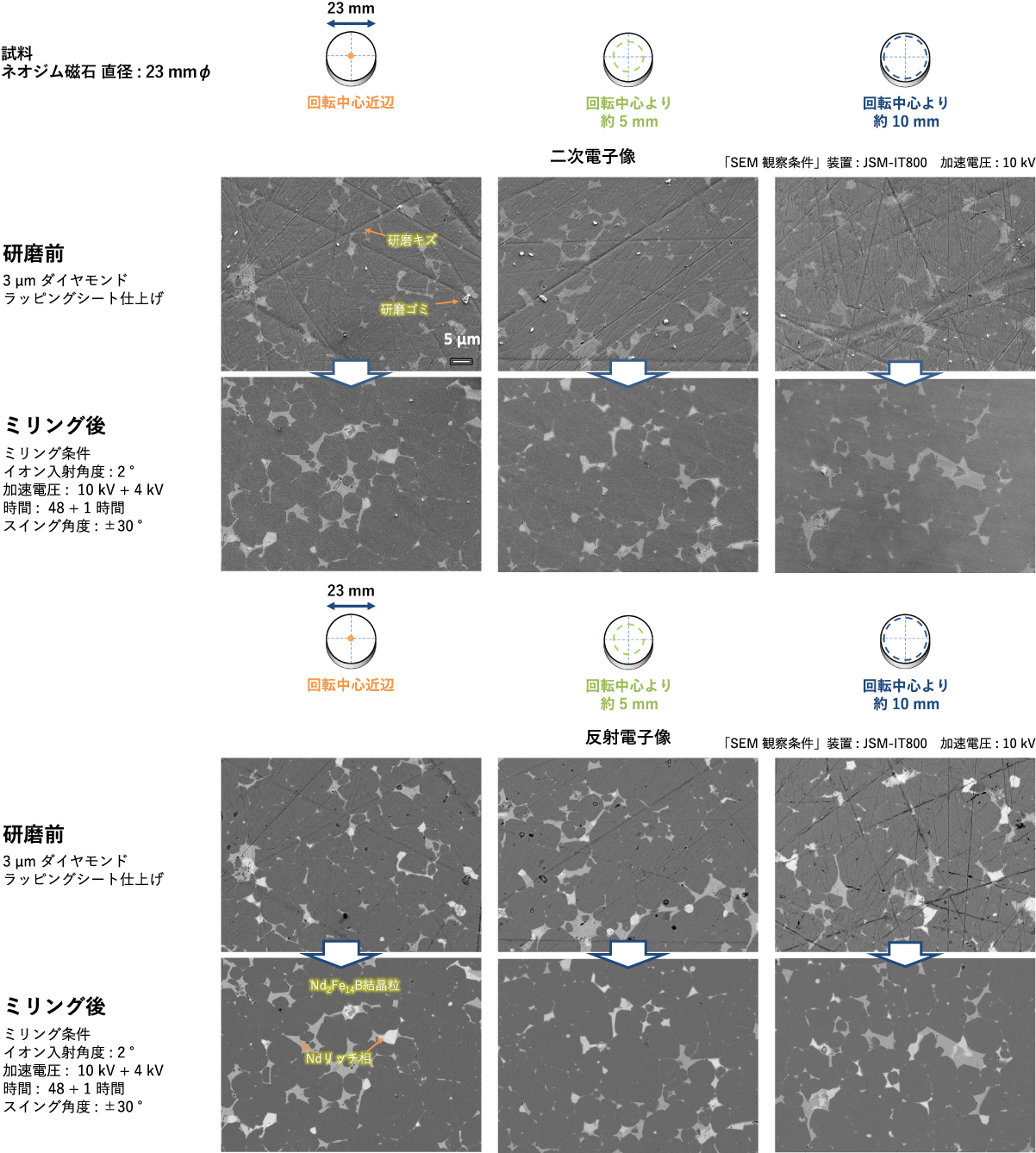
ネオジム磁石のようなサビやすく研磨の困難な試料に対して、粗い乾式研磨後、長時間の広域平面ミリングを実施した。研磨によるゴミやキズが除去され、Nd2Fe14Bの組織構造が広い範囲で鮮明に観察できるようになった。この方法はこの試料のように研磨の困難な試料に対して有効で、バフ研磨しなくても鏡面研磨の加工面が得られる。
まとめ
〇課題1 外周部の加工筋: 回転動作とスイング動作を組み合わせた広域平面ミリング法により、回転中心より最大半径 19.5 mm程度の外周部までで加工筋の影響を低減できた。
〇課題2 イオン照射による加工面の凹凸: イオン照射角度を5 °から2 °にすることで、この条件下では加工面の凹凸を低減し、かつ加工範囲が広くなった。
本手法は、40 mmφ程度の広範囲に対して、凹凸の少ない平坦な加工面が得られるため、研磨の難しい試料への応用やバフ研磨に変わる技術としての応用が期待され、特に広範囲のSEMやEPMA分析用の前処理方法として有効である。
