
電子ビーム品質。
一 外観だけでは語れない、金属積層造形の本質を追求。
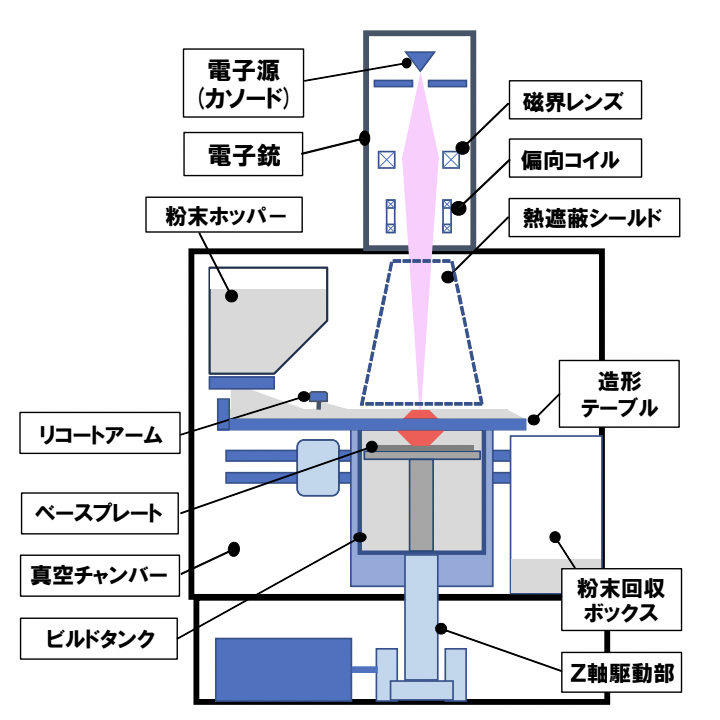
JEOLは世界最高クラス性能の電子顕微鏡や半導体製造用電子ビーム描画装置の開発で培った電子ビーム制御技術を応用し、高出力・高速の電子ビームで、高密度・高強度部品の造形が可能なパウダーベット方式の電子ビーム金属3Dプリンターを開発しました。耐久性や強度が求められる最先端の製品にも対応し、要求される高い品質基準をクリアする金属部品の製造を実現します。
金属3Dプリンターの製品分類
金属3Dプリンター (積層造形装置) の主な方式としてパウダーベッドフュージョン方式 (PBF)、デポジション方式 (DED)、バインダージェット方式、FDM方式などがあります。JAM-5200EBMは電子ビームを加熱源とするパウダーベッドフュージョン方式 (EB-PBF) の金属3Dプリンターです。
金属3Dプリンターの各方式の違いと特徴は以下の記事をご参照ください。
特長
「電子ビーム品質」を支えるJAM-5200EBMの3つの特長
01. ホットプロセス
電子ビーム予熱により造形物の歪みや割れを抑制
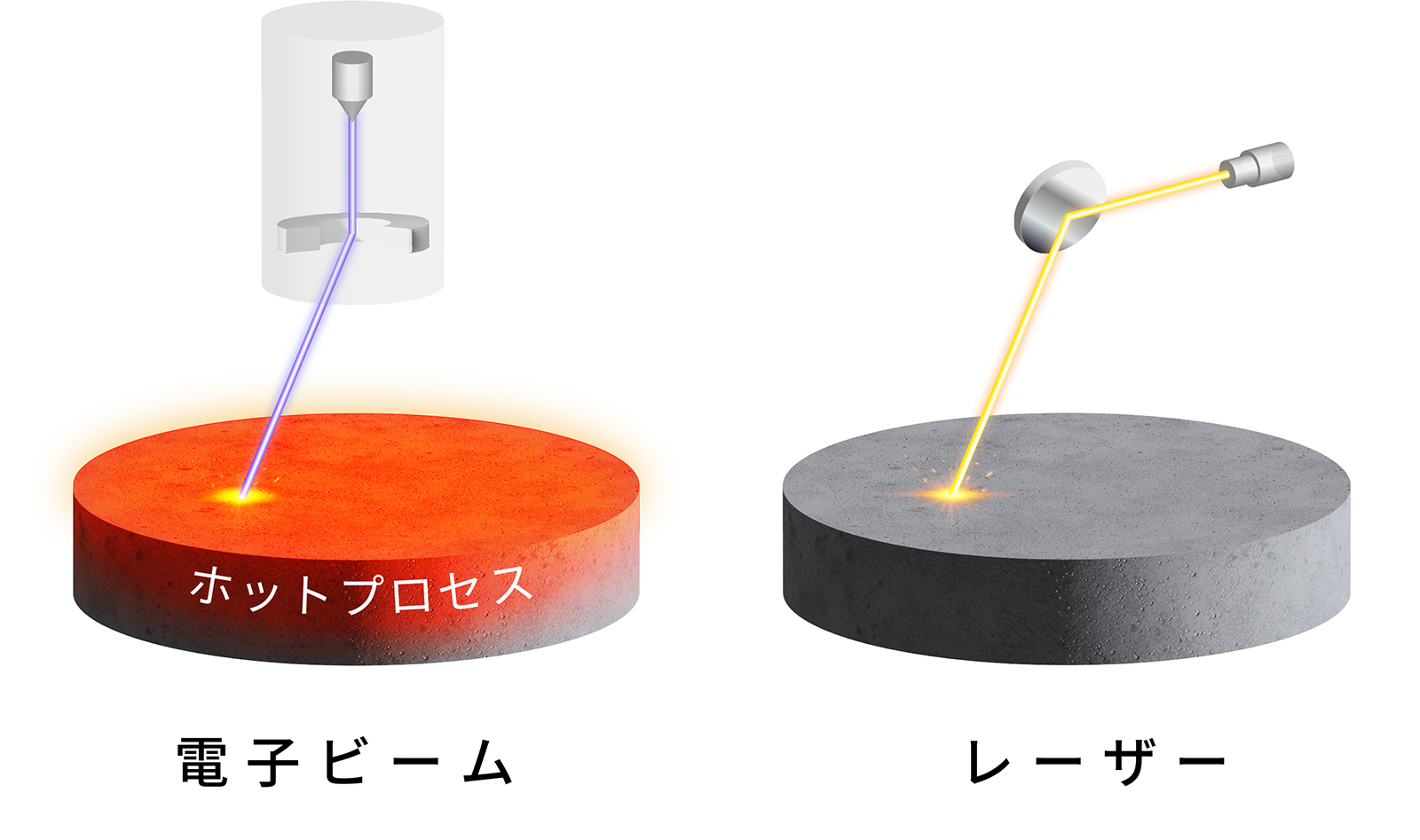
電子ビーム積層造形では、電子ビームによる予熱 (ホットプロセス) により、造形物の急激な温度変化が少なくなります。そのため、造形物に残留応力が発生しにくく、歪みや割れを抑制できます。一方、レーザー積層造形では、加熱・急冷を繰り返すことにより残留応力が蓄積しやすく、材料や形状によっては変形や割れが発生する場合があります。
レーザー積層造形ではこうした変形や割れを防ぐために、強固なサポート材が必要になりますが、電子ビーム積層造形では、周囲の粉末同士が軽く結合して造形物を支えるため、サポート材を少なくできるという利点があります。
さらに、レーザー方式では造形後に熱処理を行って内部応力を和らげる必要がある場合がありますが、電子ビーム方式ではそのような後処理が不要です。
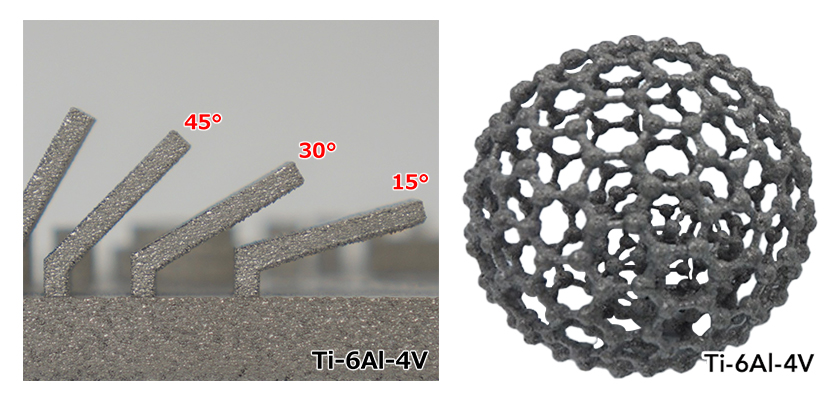
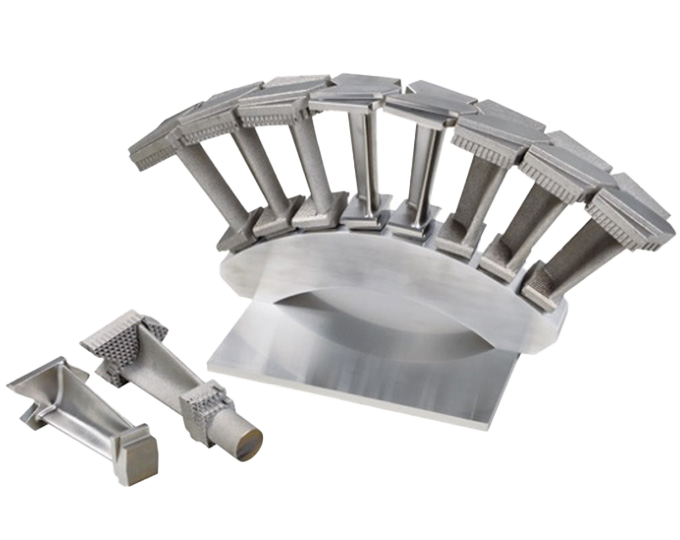
低角度のオーバーハング部や湾曲部をサポート材なしで造形
02. 高真空環境
造形物への不純物混入や酸化を抑制
高真空環境により高い純度を維持
電子ビーム積層造形は、高真空環境下で造形を行います。そのため、造形物の酸化や不純物の巻き込みを抑制できます。
一方、レーザー積層造形装置では不活性ガス雰囲気 (大気圧) 下で造形されるものの、酸素や水分が残留している場合があるため、チタン合金などの活性金属には注意が必要となります。
03. 反射電子モニタリング
内部欠陥をリアルタイムで検知
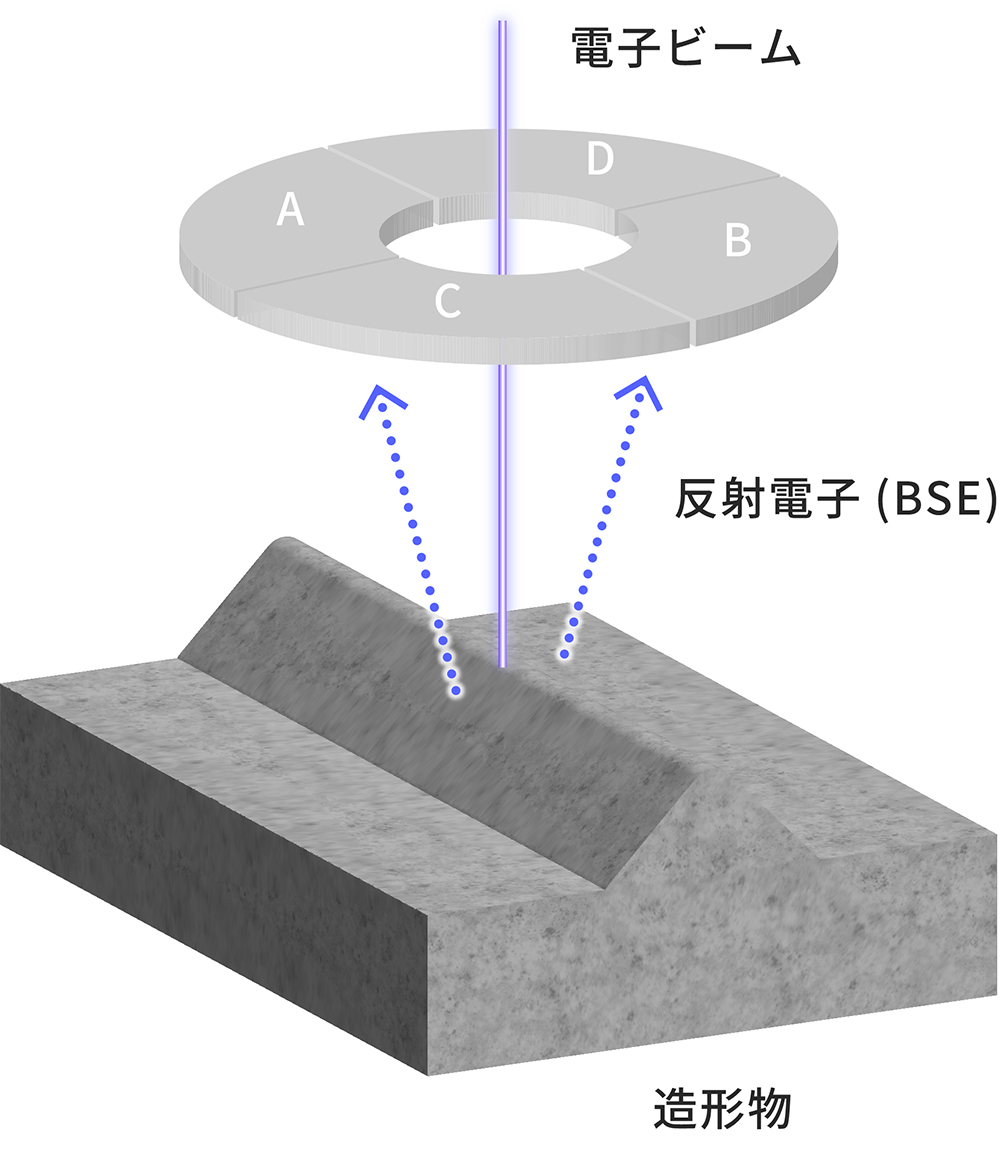
BSE画像モニタリング機能
電子顕微鏡メーカーならではの技術を活かし、BSE (Back-Scattered Electron) 画像モニタリング機能を開発しました。この技術では、電子ビームから発生する反射電子(BSE)を捉えることで、造形物の表面形状や欠陥を毎層観察します。レーザー積層造形や他の造形方式では困難な、電子顕微鏡技術を応用した造形品質の見える化が可能となります。
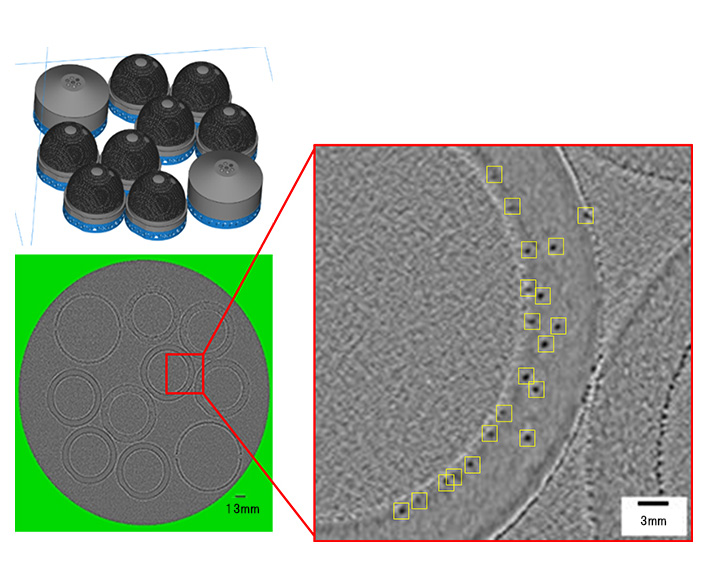
造形プロセス中に欠陥を検知
BSE画像モニタリング機能は、造形物の欠陥をリアルタイムで検出できるのが特長です。X線CTのように造形後の検査工程を待つことがないため、品質管理の効率化に繋がります。本機能では、金属粉末を電子ビームで溶融した後、電子ビームを再度溶融面全体に照射することでBSE画像を取得します。この断面画像をもとに、内部欠陥や造形パーツの変形を自動的に検知することを目指しています。
造形中にその場で観察することにより、造形物の品質をリアルタイムで担保することが可能となります。
将来的には、各材料での検知精度を上げていき、さらに造形中に検知した欠陥をその直後に再溶融処理を行うことで、欠陥をほぼなくした造形物の実現が期待されます。
仕様・オプション
| 造形方式 | パウダーベッドフュージョン |
|---|---|
| 造形範囲 | 最大Φ250 mm × 400 mm (H) ※ |
| 電子ビーム出力 | 最大6 kW |
| プロセス | ホットプロセス |
| パウダーベッド面加熱 | 最大900°C (標準仕様) 最大1200°C (高温仕様) |
| カソード寿命 | 1500h以上 ※ |
| 粉末粒径 (標準) | 約45 - 105 μm |
| 積層厚 | 50 μm / 75 μm |
| 粉末飛散防止ユニット | e-Shield搭載 |
| パウダーベッド面温度制御 | あり |
| 電子ビーム補正 | 自動 (焦点, 非点, 位置歪) |
| チャンバー圧力 (溶融時) | 1×10-2 Pa以下 ※ |
外形寸法
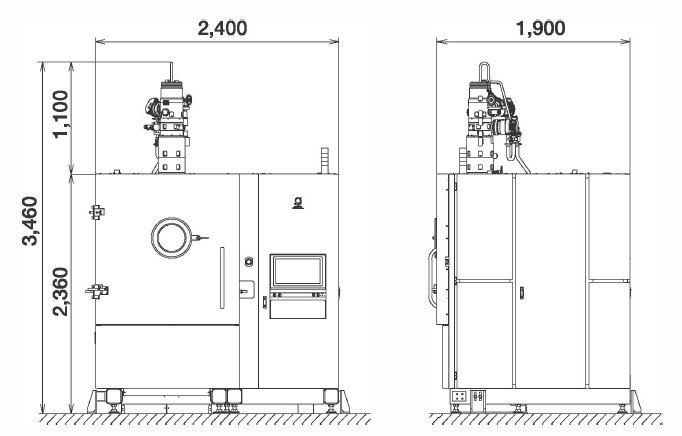
単位: mm
※Ti-6Al-4V造形時
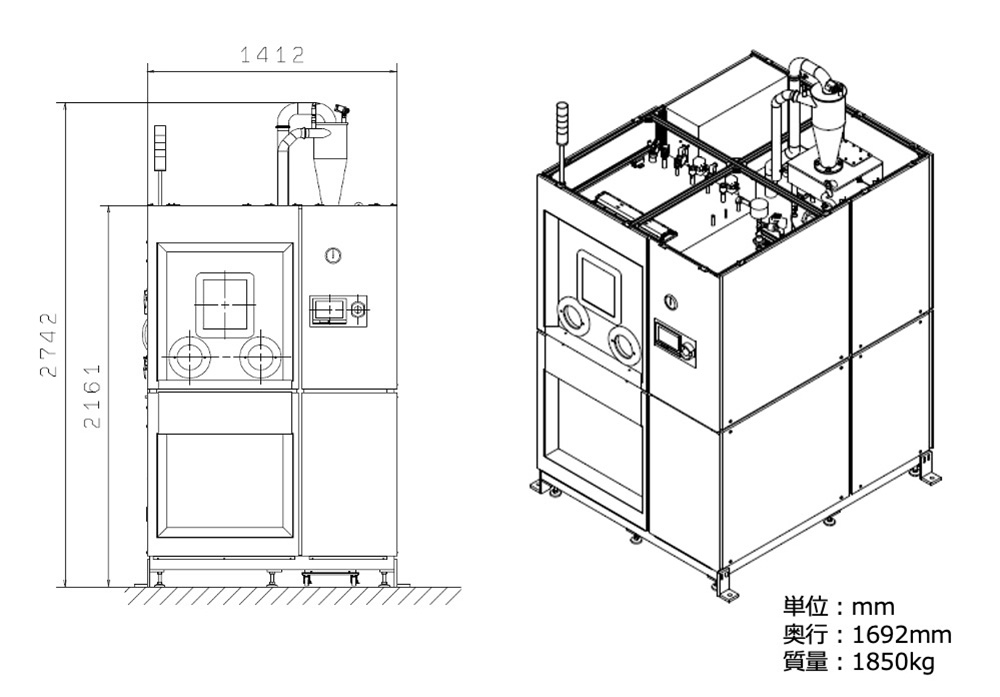
オプション
AM-22010PRS 金属粉末リカバリーシステム
造形終了後に、造形物周囲の仮焼結粉末を取り除くためのブラスト装置。
ブラストして回収した金属粉末は造形に再利用。
AM-22010PRSはチタン合金等の活性金属種に対応する窒素雰囲気仕様。
カタログダウンロード
JAM-5200EBMを用いたタングステン3D造形
― 電子ビーム金属3Dプリンターによるタングステン加工の優位性について
タングステン部品の製造におけるEB-PBF技術の応用可能性、直面する課題、そして将来の展望について詳しく探ります。
航空宇宙用材料規格に基づくJEOL電子ビーム溶融技術の評価
― JAM-5200EBMのAMS7032規格運転時適格性評価
JAM-5200EBMはAMS7032認証を取得しており、航空宇宙用材料において信頼性の高い製造プロセスを確立します。
ギャラリー
チタン合金 (Ti-6Al-4V)

ジェットエンジン
低圧タービンブレード
(高さ400 mm)
発電機タービンブレード
(高さ180 mm)

ギヤーボックス
(高さ250 mm)

人口股関節カップ

人口膝関節
(大腿骨コンポーネント)
純銅
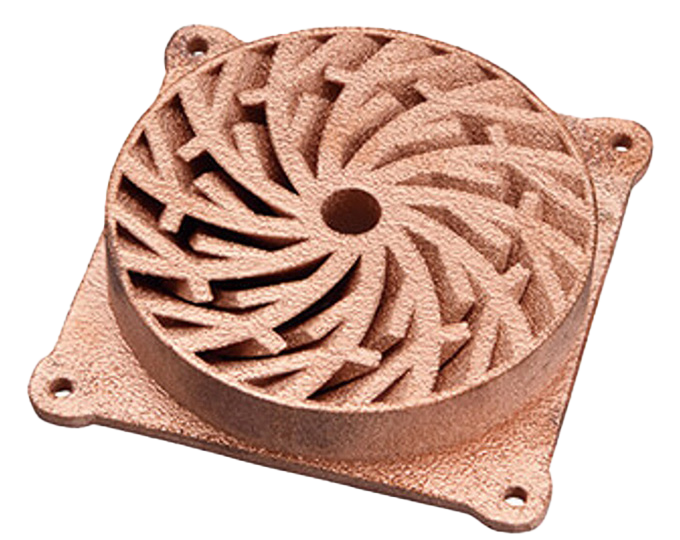
ヒートシンク
(100 mm)
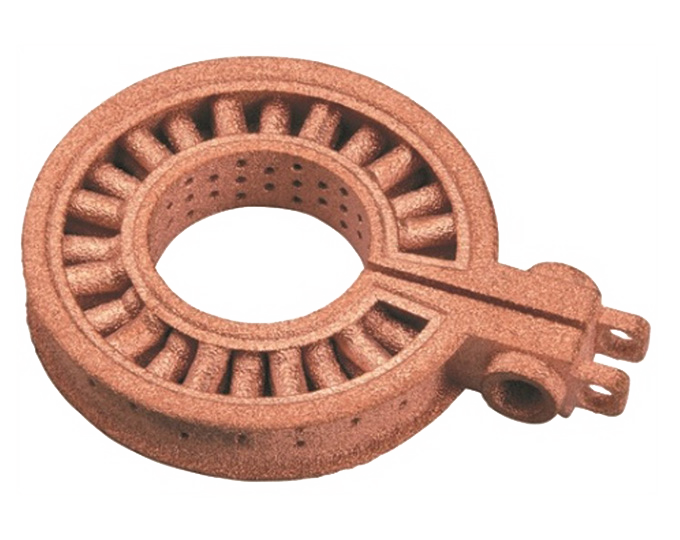
高周波加熱 (焼入れ) 用コイル
造形データ:日本電子工業株式会社様提供

小型モーター用コイル
造形データ:株式会社デンソー様提供

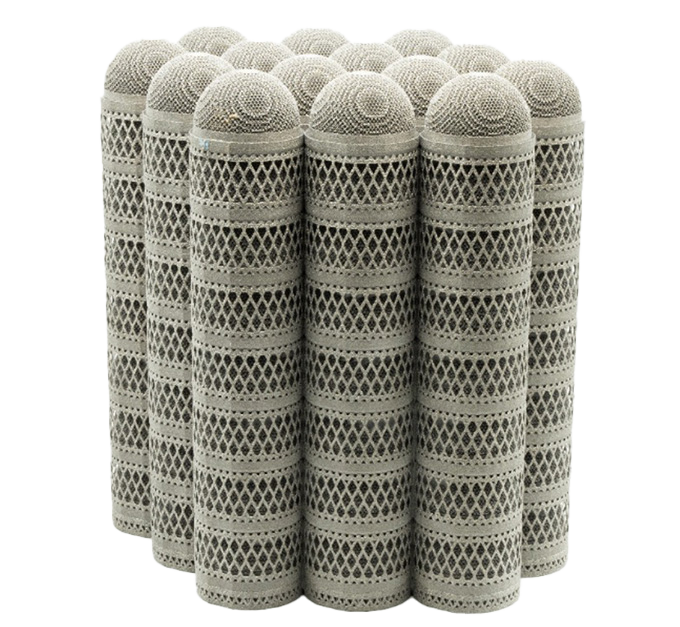
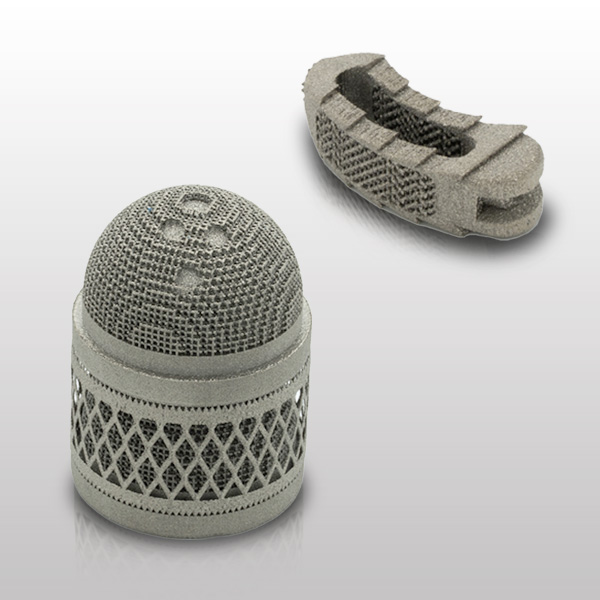
純タングステン

Φ65 mm × 55 mm (H)
Φ70 mm × 130 mm (H)

Φ65 mm × 123 mm (H)
Φ67 mm × 90.5 mm (H)
ニッケル基合金718
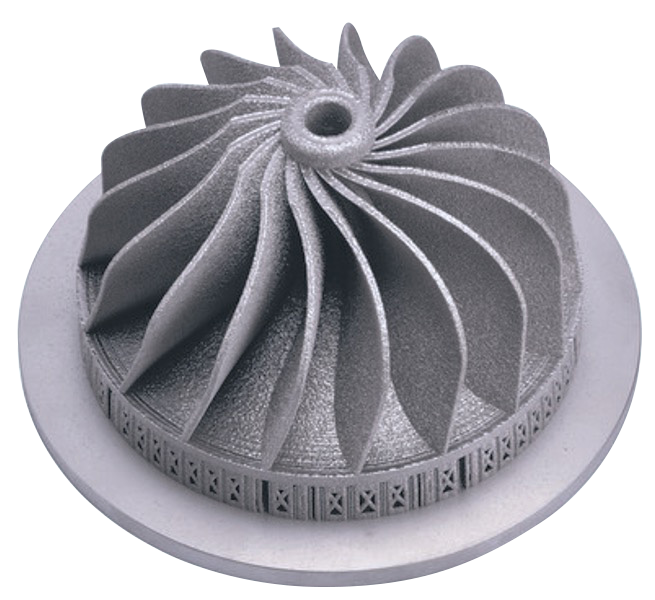
インペラー
(Φ170 mm)

クローズドインペラー
(Φ100 mm)
発電機タービンブレード
(高さ180 mm)
more info
【導入事例】日本電子工業株式会社
日本電子工業株式会社は、高周波焼入れ技術の分野で長年の実績を持ち、金属積層造形技術を採用することでさらなる進化を目指しています。今回のインタビューでは、日本電子工業が金属3Dプリンターを導入した経緯や今後の展望、日本電子に寄せる期待について詳しくお話を伺いました。
【開発秘話】JAM-5200EBM開発の軌跡--電子ビーム金属3Dプリンターが目指す未来
プロジェクト責任者の眞部弘宣氏をはじめとする開発メンバーへのインタビューを通じ、開発の背景、苦労、そして製品に込められた想いや未来への展望を掘り下げてご紹介します。
JAM-5200EBM紹介動画
◆上のボックス内の再生ボタンをクリックするとムービーが始まります。 (2分41秒) ◆