ワイヤーボンディング接合部の断面観察
IB2019-01
ワイヤーボンディング接合の信頼性は、基板側表面の汚染、凸凹状態、基板とボンディング界面の接合状態に左右されます。
ボンディング接合部全体の断面試料を作製し、その状態を観察することは不良原因の解析に重要です。
最大ビーム電流 90nA ※オプション
FIBのエッチング速度は照射電流に比例しますので、照射電流値が大きいほど大領域を短時間に加⼯できます。JIB-4000PLUSは最大電流値が90nAです。
しかも、大電流でありながら周辺へのビームの広がりが少ない絞れたビームになっていますので、大領域を正確に加⼯できます。
90nAのビームによるBox加工例
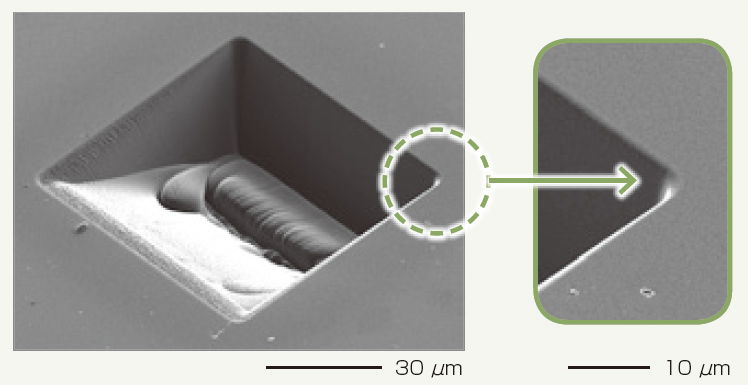
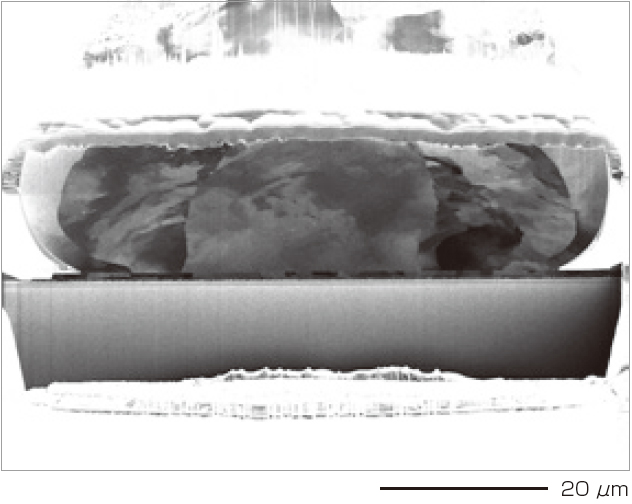
直径80μmのワイヤーボンディングの断面試料を90nAのイオンビームを使用して作製しました。
デポジションによる保護膜を作製する前にトップカットを行いボンディング上部を平坦化することで、断面に縦筋が入るカーテニング効果を抑制しています。
試料作製時間は25分です。
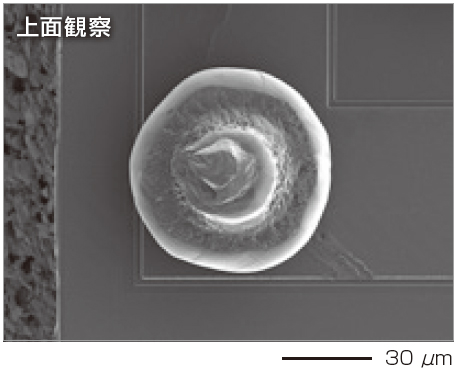
加工前のワイヤーボンディング
断面試料作製後のワイヤーボンディング
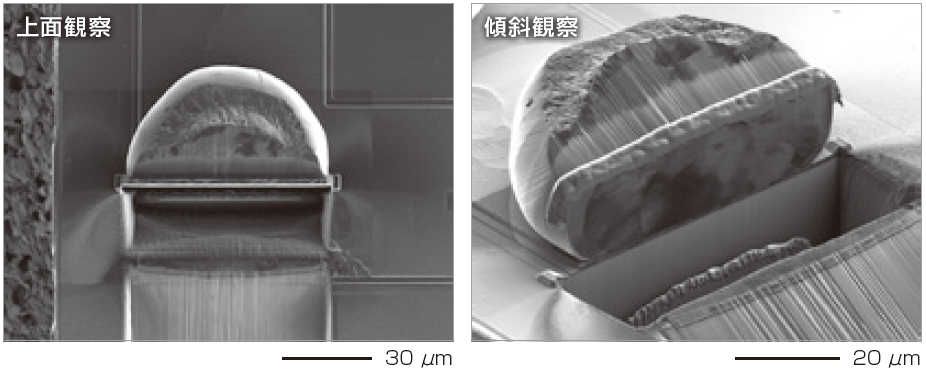
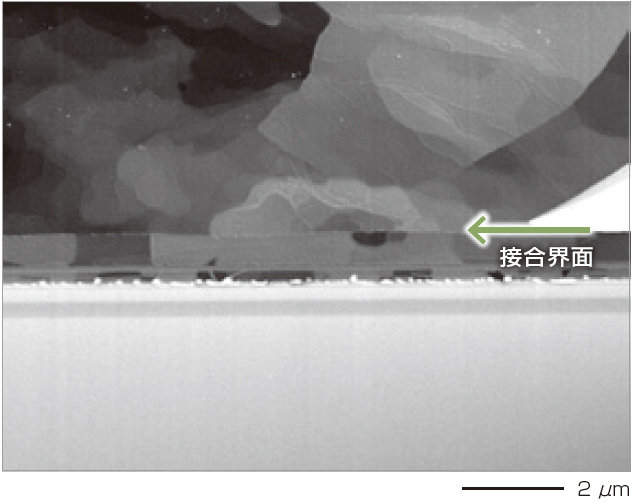
作製した断面の観察像からカーテニングがほとんどない平滑な断面が作製できていることがわかります。また、ボンディング接合界面の拡大像から接合部にボイドなどはなく正常に接合されていることが確認できます。
作製断面の全体像 (SIM像)
ボンディング接合界面の拡大像 (SIM像)