電子ビーム金属3Dプリンター
金属3Dプリンターの分類
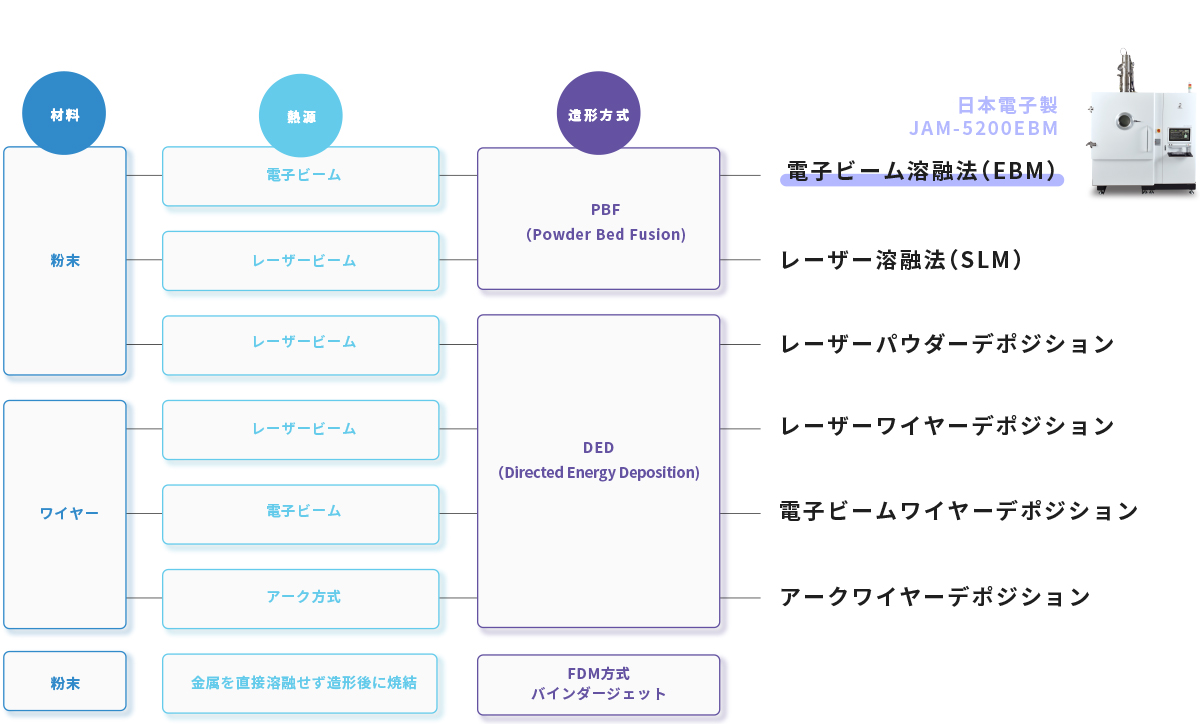
金属3Dプリンターは材料、熱源、造形方式によって以下のように分類することができます。日本電子製のJAM-5200EBMは電子ビームパウダーベッド方式(EBMまたはEB-PBF)に分類されます。
金属3Dプリンターの各方式の特徴や積層造形(Additive Manufacturing=AM)の特徴に関しては以下のコラムをご参照ください。
電子ビーム金属3Dプリンターとは
電子ビーム金属3Dプリンターとは、金属粉末から3次元の造形物を造る積層造形装置で、通常パウダーベット方式を指します。
真空チャンバー内で、原材料である金属粉末を1層分敷き詰め、熱源となる電子ビームで造形する部分を選択的に溶融して積み重ねていき(積層造形)、積み重なった塊から周囲の不要な粉末を取り除いて、造形物を取り出します。
電子ビーム金属3Dプリンターの装置構成
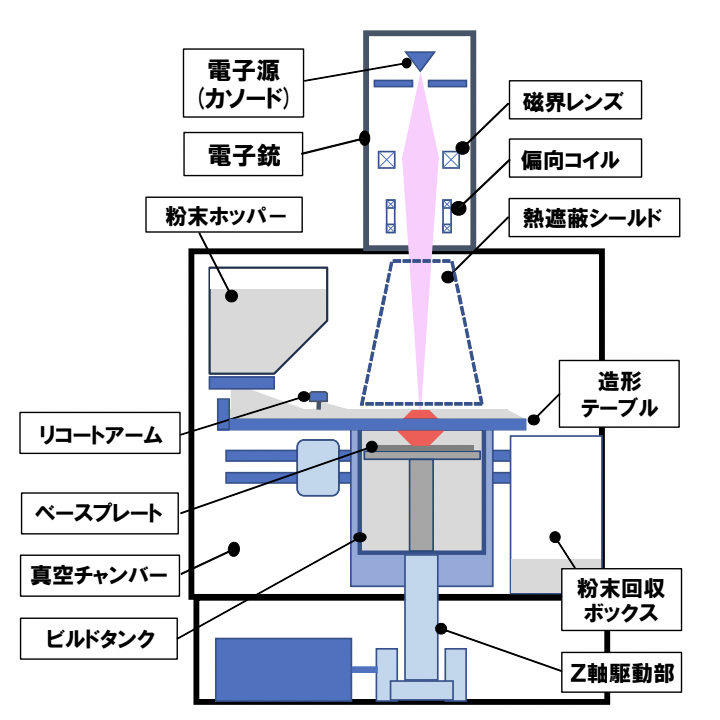
図:日本電子製JAM-5200EBMの内部構造
電子ビーム金属3Dプリンターの電子銃は、主に電子源、磁界レンズ、偏向コイルで構成されます。電子源のカソードから放出された電子を高電圧で加速させ、磁界レンズでビーム状に集束させます。また偏向コイルで、スポット形状に集束させた電子ビームを任意の位置へ移動させたりスキャンを行います。
真空チャンバー内は、金属粉末を貯蔵し下部へ排出する粉末ホッパー、排出された金属粉末を造形テーブル上に押し出し平滑化するリコートアーム、造形面の温度を保温し周囲への金属蒸着を防ぐ熱遮蔽シールド、造形面(ベースプレート)を昇降させるZ軸駆動部、造形面で溶融・焼結された造形物や周囲の金属粉末の塊をZ軸駆動部の下降とともに収納するビルドタンク等で構成されています。
電子ビームパウダーベッド方式の造形プロセス
電子ビームパウダーベッド方式の主な工程は以下の4ステップです。
3次元のデジタル設計データを専用のソフトウェアに取り込み、サポート材を設定し、2次元の各層のスライスデータおよび電子ビームの照射条件を作成します。
作成したデータを造形装置に取り込み、造形装置の真空引きを行います。
ベースプレート全体に電子ビームをスキャンし予熱します。
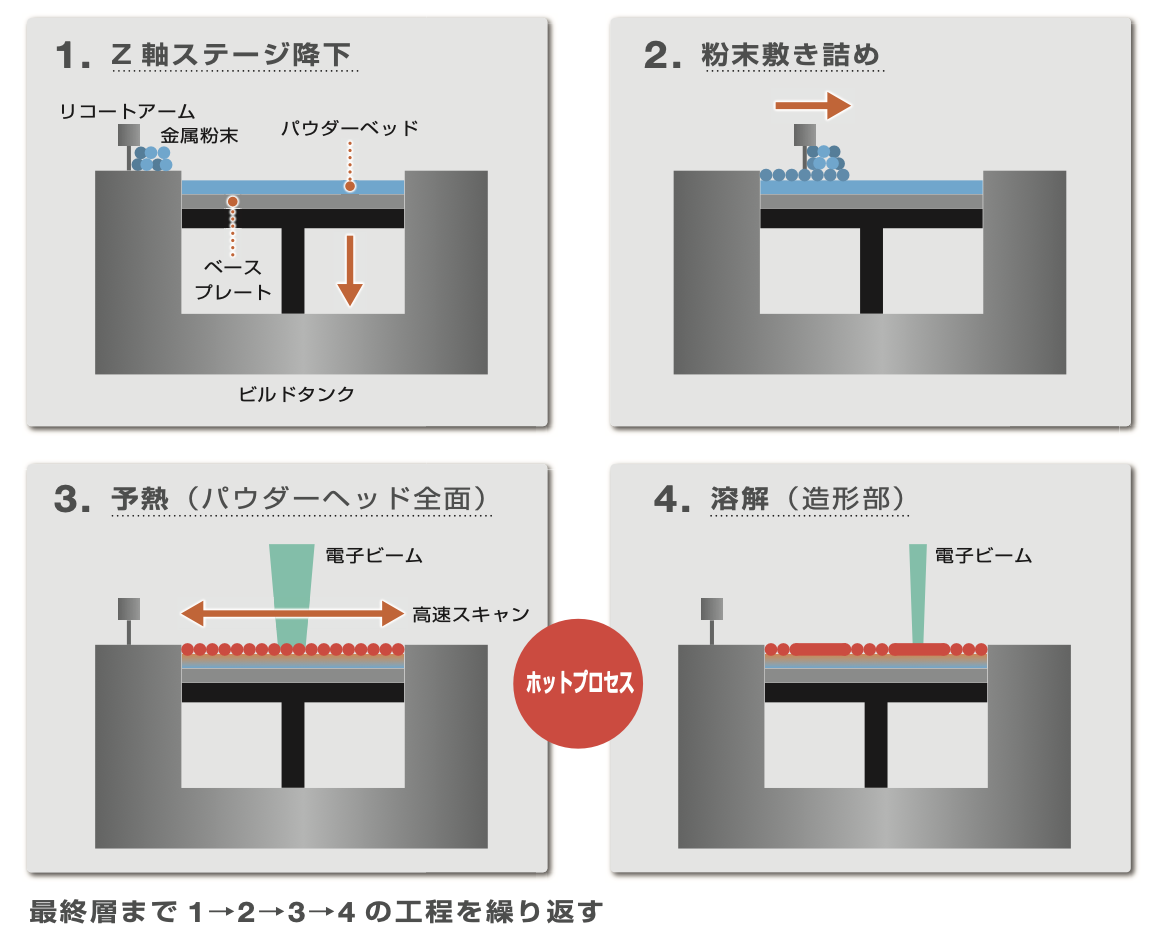
ステップ1: Z軸ステージ降下
ビルドタンク内のベースプレート(Z軸ステージ)が1層分降下します。ステップ2: 粉末敷き詰め
リコートアームが左右に動いて金属粉末を均一に敷き詰め、パウダーベッドを形成します。ステップ3: 予熱(パウダーベッド全面)
造形可能エリア全域のパウダーベッド面に電子ビームを高速にスキャンしながら照射し、金属粉末を予熱します。この予熱は金属粉末同士を軽く結合させ、造形中の粉末飛散を防ぎます。ステップ4: 溶融(造形部)
造形する箇所に電子ビームを選択的に照射して加熱し、金属粉末を溶融・凝固させます。
このプロセスが繰り返され、3Dデータに基づいた立体構造が一層ずつ形成されていきます。
最終層まで造形後、ビルドタンク内の全体の塊を冷却させ、造形装置を大気開放します。
造形物は周囲の粉末が仮焼結された状態の塊(パウダーケーキ)で取り出され、PRS装置(パウダーリカバリーシステム)で周囲の仮焼結粉末をブラストで除去し、内部の造形物を取り出します。
電子ビームを熱源とする利点
高出力
電子ビーム源は、一般的に4.5kW~6kWの高出力の電子銃が搭載されているため、造形速度が速く、高融点金属の造形にも対応できます。高効率伝送
電子ビームは、発生源であるカソードと照射対象物の間にエネルギーロスを発生させる光学部品がないため、高効率な伝送が可能です。高エネルギー変換率
電子ビームは高速の電子の流れですが、対象物に照射される際に運動エネルギーが熱エネルギーに変換されます。レーザー源は光のため照射される材料に応じて反射が発生し熱に変換される吸収率が材料により異なるのに対して、電子ビームの熱変換効率は高く材料に関わらず80%以上が熱に変換されます。高速スキャン
電子ビームの照射位置の移動は電磁コイルを用いて電気的に制御するため、非常に高速にスキャンすることができます。金属積層造形に用いられる電子銃では、1,000m/sec以上の速度で電子ビームをスキャンすることも可能です。予熱
電子ビームは高出力で高速スキャンができるため、ベースプレート上のパウダーベット面を数100°Cから1000°C以上に短時間で予熱することができます。この予熱工程は、造形物の残留応力を緩和する効果があり、機械的特性の向上や造形物の変形や割れの抑制に寄与します。真空プロセス
電子ビームは真空中で照射されます。金属を溶融させるプロセスにおいて、不純物の巻き込みを低減させ、品質の高い造形物を得る効果をもたらします。
ただし、一部の電子ビーム金属3Dプリンターでは造形中に不活性ガスの導入が必要な機種もあります。
電子ビーム金属3Dプリンターの造形材料
電子ビーム方式では様々な金属の造形に適している為、産業分野に応じた材料が利用されます。
チタン合金: 航空・宇宙/生体医療
ニッケル基合金: 航空・宇宙/発電
純銅: コイル/導電部品/熱交換器
まとめ
電子ビーム金属3Dプリンターは、真空環境と高エネルギー密度の電子ビームを活用することで、活性金属や高融点金属材料の高密度造形や、予熱によるホットプロセスで歪みの少ない造形を実現します。特にチタン合金やニッケル基合金、タングステンなど、航空宇宙や医療、エネルギー産業などで求められる難切削加工材料の造形において確かな実績を築きつつあります。
今後は造形精度やモニタリング機能が向上し、生産現場での実装がさらに高まると予測されます。複雑形状の高付加価値部品の信頼性や生産効率が重視される製造現場において、電子ビーム金属3Dプリンターは今後ますます戦略的な技術として存在感を強めていくと考えられます。
日本電子は、新たなイノベーションを起こす可能性がある積層造形技術とその品質維持の為の計測・分析技術を融合してこれからも技術の発展を支えていきます。

JAM-5200EBM 電子ビーム金属3Dプリンター
当社は電子顕微鏡や半導体製造用電子ビーム描画装置で培った電子ビーム技術を応用して電子ビームパウダーベッドフュージョン(EB-PBF)方式の金属3Dプリンター「JAM-5200EBM」を開発しました。パウダーベッドフュージョン方式は他の金属3Dプリンター方式と比べて、高密度で強度が高く、また高精細で複雑な形状も造形することができます。JAM-5200EBMは造形中の不活性ガス導入が不要で、長寿命カソードを搭載し、高精度な自動ビーム補正技術により再現性の高い生産が可能となっています。レーザー装置では造形が困難な高融点金属や純銅も造形することができます。